
 |
| Rendu en image de synthèse généré par Eagle3D |
L'impression 3D est complètement dans l'air du temps. Nombreux sont les "bidouilleurs" sur la toile qui se lancent dans l'aventure. Plusieurs technologies sont disponibles, FDM -Fused Deposition Modeling- ou SLA -Stereolithography Apparatus- principalement . Certaines plus accessibles que d'autres, notamment les machines de type RepRap -REPlicating RApid Prototyper-.
L'imprimante 3D utilisant de la résine UV est
terminée, cependant le projet est mis en attente faute de consommable
abordable.Actuellement le meilleur prix d'un litre de résine avoisine les 80 €, j'attends donc que les prix baissent et vu la demande croissante cela ne saurait tarder je pense.
En attendant donc, je me lance dans le conception d'une RepRap, ou plutôt une RepStrap qui est la cousine, une version qui part de zéro ou d'éléments de récupérations, permettant de réaliser une imprimante capable d'imprimer les éléments d'une RepRap standard.
CAHIER DES CHARGES
Utiliser comme base ma CNC, en y adaptant le minimum pour pouvoir utiliser la machine en CNC classique ou en Reprap sans modifier complètement l'existant.
Problème
Les logiciels habituels de contrôle d'imprimantes Reprap fonctionnent tous, ou presque via le port série ou USB et nécessitent dans la majorité des cas, un module Arduino ou un dérivé.
Ma machine est sur le port parallèle, c'est l'ordinateur qui fait office de cerveau de commande,
et je tiens à garder mon électronique de commande, inutile de faire des frais en remplaçant ce qui fonctionne déjà.
Le logiciel de pilotage de la CNC est le puissant et très accessible, LinuxCNC, que je connais
maintenant assez bien, je voulais donc pouvoir l'utiliser également pour l'impression plastique.
Solution
J'ai trouvé sur la toile un concepteur qui, de manière très astucieuse, a mis en place un script de contrôle Hal sous LinuxCNC permettant de piloter au sein de l'interface logicielle, via une électronique relativement basique, l'élément chauffant de l'extrudeur.
En résumant, La CNC plus ce petit montage, permet de réaliser une RepRap sans µcontroleur. C'est l'ordinateur qui prend entièrement en charge le contrôle de l'ensemble.
RÉALISATION
En résumant, La CNC plus ce petit montage, permet de réaliser une RepRap sans µcontroleur. C'est l'ordinateur qui prend entièrement en charge le contrôle de l'ensemble.
RÉALISATION
Électronique
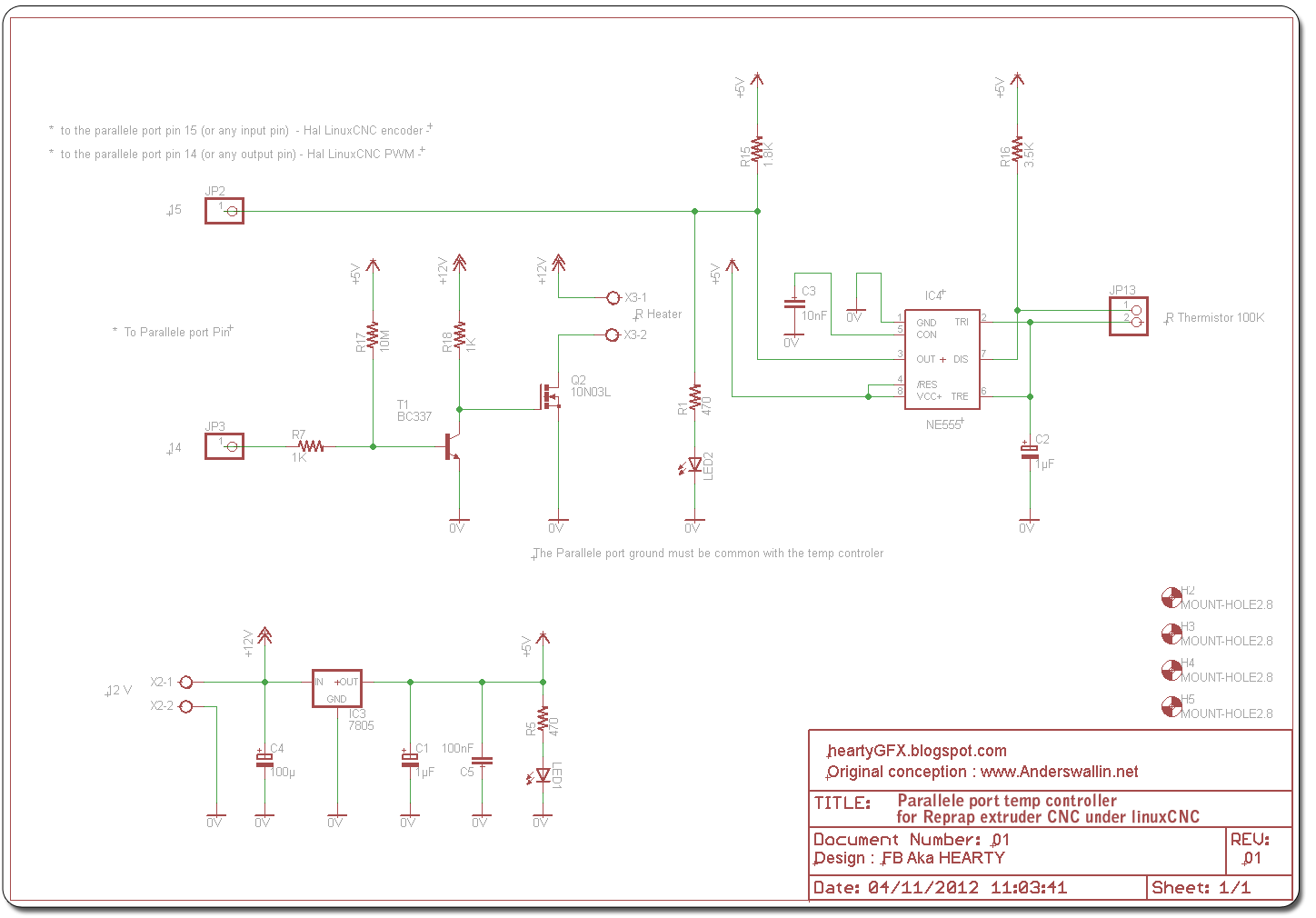
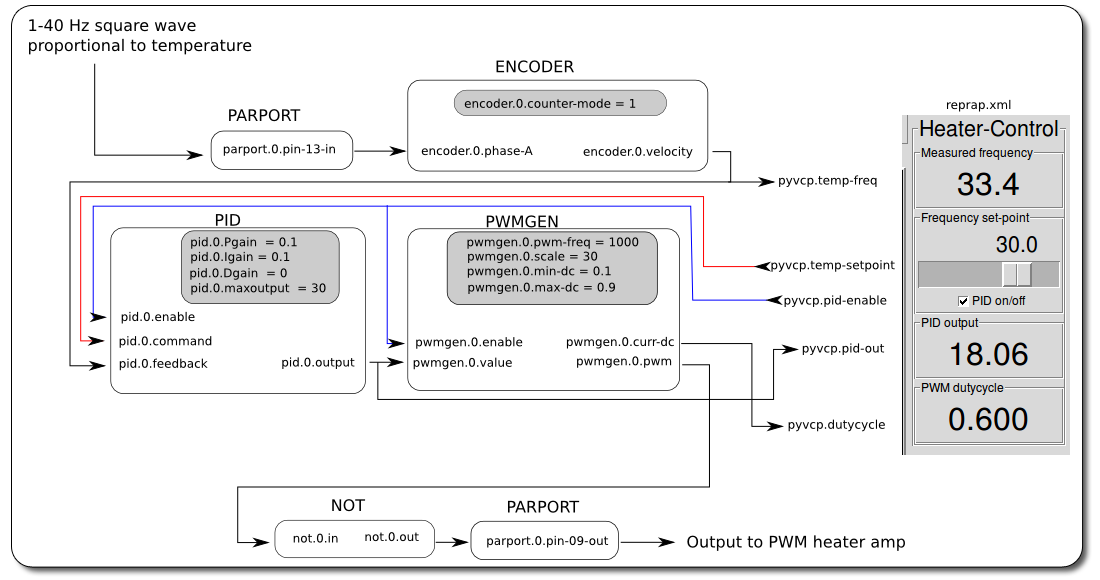
Un NE555 génère un signal carré dont la fréquence varie en fonction de la valeur de la thermistance. Ce signal est envoyé au module PID du contrôle Hal, lequel en retour contrôle un MOSFET en PWM pilotant la résistance chauffante, en fonction de la consigne que l'on aura déterminé.
Deux pins du port parallèle seront utilisées pour contrôler la partie chauffante de l'extrudeur.
Deux pins du port parallèle seront utilisées pour contrôler la partie chauffante de l'extrudeur.
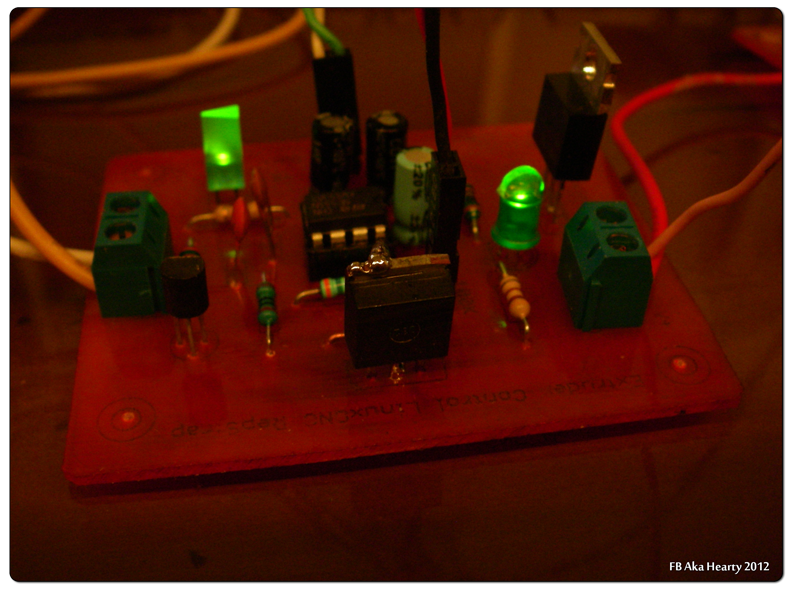
Ci-contre la platine de contrôle de température.
N'ayant pas sous la main le MosFet adéquat, le transistor de référence 10N03L, récupéré sur une ancienne carte mère de PC, offre les caractéristiques parfaite pour mon utilisation.
Les éléments de réalisation de cette platine sont fournis ici.

Pour le 4 ième moteur PaP permettant l'entrainement du fil plastique, une carte de puissance supplémentaire a également été réalisée.
J'ai utilisé le même type de circuit que les 3 axes existants , à savoir le couple L297/L298.
Ma carte de commande sur port parallèle supporte un 4 ième axe qui attendait d'être utilisé.
Puis récupéré une entrée et sortie libre du port parallèle respectivement pour le PID et PWM.
La résistance chauffante que j'utilise pour la tête est de 5.6 Ohm, et la thermistance de 100K.
Puis récupéré une entrée et sortie libre du port parallèle respectivement pour le PID et PWM.
La résistance chauffante que j'utilise pour la tête est de 5.6 Ohm, et la thermistance de 100K.
LinuxCNC
 |
| Cette image est la propriété de Anders Wallin |
Ne connaissant rien au langage script PyVCP, j'ai eu du mal à intégrer et comprendre le principe.
Après m'être entretenu avec l'auteur qui a eu l'amabilité d'éclairer ma lanterne, j'ai ainsi pu mettre en place l'ensemble et le configurer à mes besoins.
L'archive suivante comprend les 3 fichiers qui sont à intégrer dans le répertoire de configuration de la machine, quelques modifications seront nécessaires pour l'adapter.
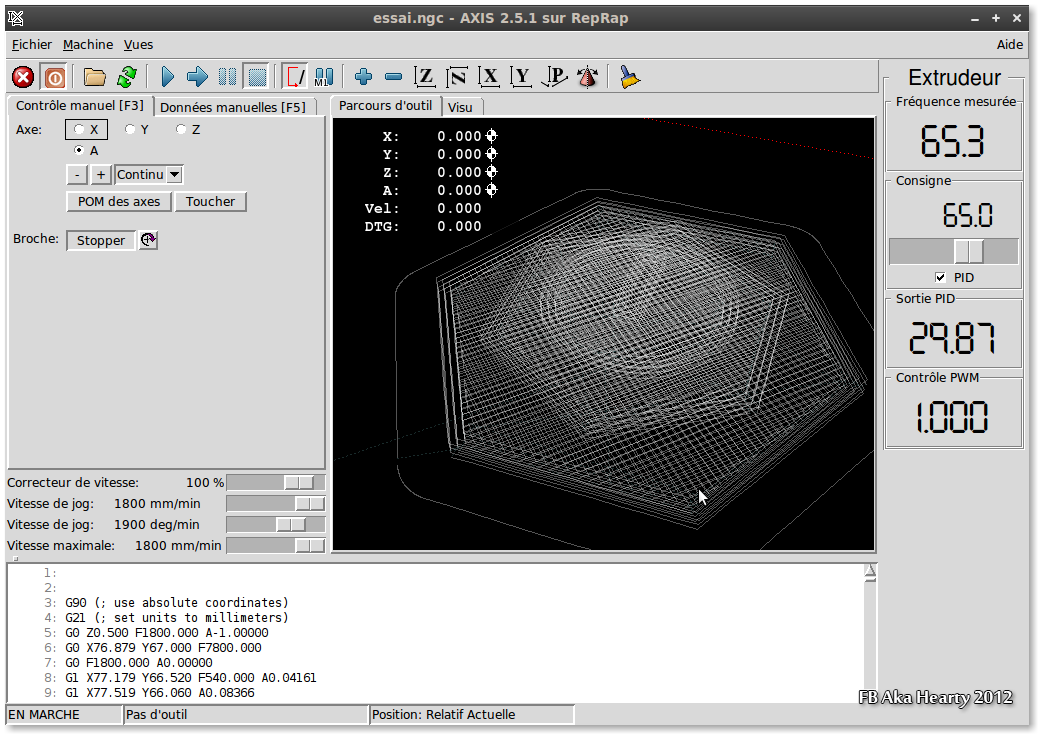
Ci-contre l'interface Axis avec le panneau ajouté permettant le contrôle automatique de la température en fonction d'une valeur de consigne spécifiée.

Après suggestion l'auteur A. Wallin a eu la gentillesse d'apporter une amélioration notable, l'affichage de la température en °C.
Ci-contre une mise à jour de l'interface de commande de contrôle de température, avec affichage en degrés de la tête chaude.
J'en ai profité pour agencer les éléments permettant une meilleure lisibilité et customiser complètement l'interface.
J'en ai profité pour agencer les éléments permettant une meilleure lisibilité et customiser complètement l'interface.
Archive comprenant la configuration sous LinuxCNC à décompresser dans le dossier configs.
Extrudeur
Tête chaude
J'aime bien le principe de la tête type Wade, qui utilise une résistance de puissance vitrifiée comme élément de chauffe dans un bloc d'alu.
De plus la colonne de descente du fil de plastique ne doit pas chauffer, généralement, on utilise un isolant de type PTFE et/ou PEEK, j'ai préféré une méthode utilisée par un collègue de forum (Petrus) qui consiste à inclure des ailettes de refroidissement le long de la tige filetée.
 |
| Cette image est la propriété de Richard B. |
J'ai demandé à un ami, bidouilleur/concepteur de génie
- Richard pour ne pas le nommer - de me concevoir la partie chauffante de l'extrudeur, connaissant la qualité de son travail, et son atelier parfaitement équipé pour l'usinage, il ne pouvait en ressortir qu'un résultat remarquable.
Aussitôt dit aussitôt fait, dans la semaine j'avais le petit bijoux dans les mains.
La buse est interchangeable, actuellement d'un diamètre de sortie de 0.5mm.
Motorisation
Le fil de plastique contenu sous forme de bobine se meut par le 4 ième axe de la CNC, nécessite un mécanisme d'entrainement.
Rien n'est inventé ici, il suffit de se référer à ce qui existe et de l'adapter aux moyens qui sont à dispositions.
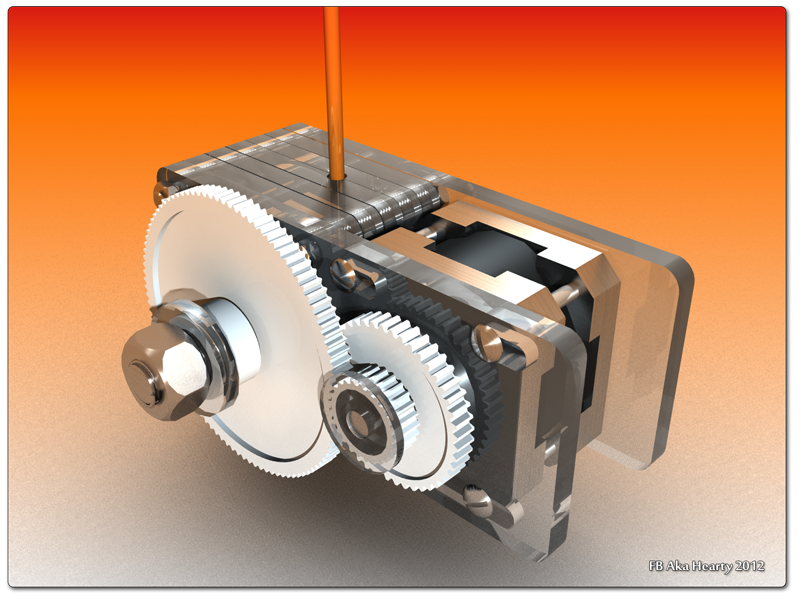
Pour le corps du module, j'ai opté pour de l'acrylique (plexi) que j'ai sous la main, du 5 et 8 mm d'épaisseur transparent en l’occurrence. L'axe est constitué d'une tige filetée M8 et 3 roulements à billes.
Les engrenages sont récupérés sur de vieilles imprimantes ou photocopieurs.
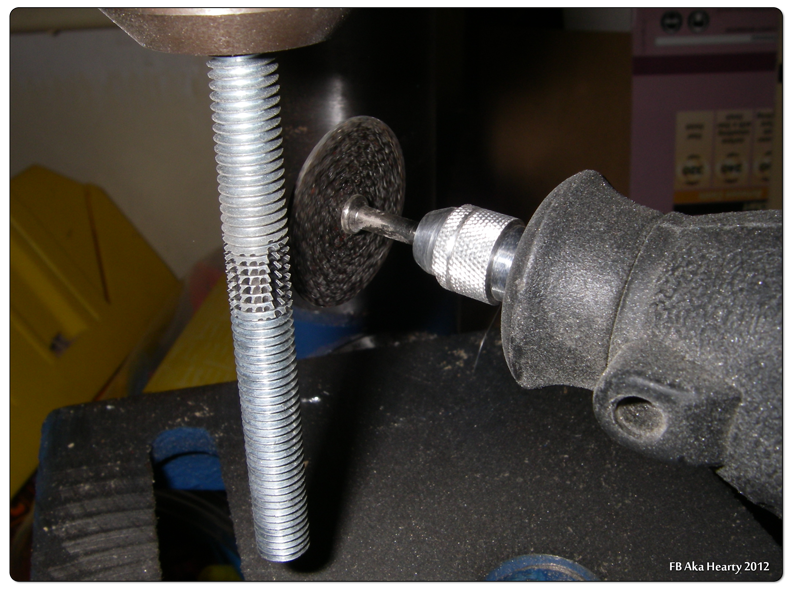
L'entrainement à proprement parlé est un élément critique de ce module,
il consiste en une tige filetée M8, striée perpendiculairement à l'axe à
l'aide d'une mini-perçeuse (type dremel) équipée d'un disque à
découper.
La tige est montée sur une perceuse à colonne, et à chaque strie, je
tourne à la main le mandrin. Le résultat, en dépit de la simplicité de
réalisation, dès les premiers essais accroche parfaitement le fil permettant un entrainement régulier.

Le modèle est conçu sous 3DSMax puis convertis en Gcode sous CamBam, puis usiné à l'aide de la CNC.

Vue d'ensemble des éléments qui composent le module d'entrainement.

Le fil plastique sera compressé entre le roulement et la tige striée. Ainsi la rotation de la tige par le moteur conditionnera le déplacement de ce fil.
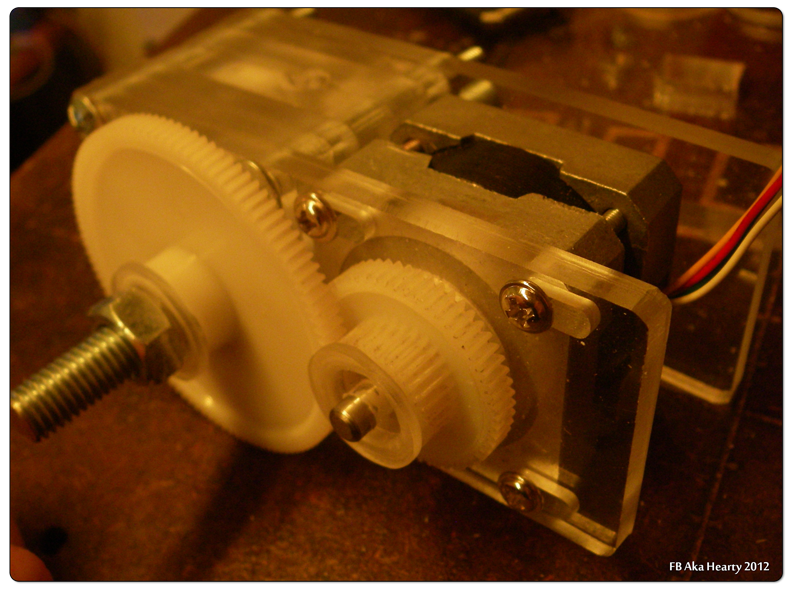
Le module assemblé.
A noter que les engrenages dont je dispose, ont un diamètre d'axe central trop grand, j'ai du insérer des petites bagues d'adaptations, usinées dans du plexi.
Gcode / Slicing
Enfin un dernier point à mettre en place pour que la chaine de conception soit complète.
La conception du Gcode interprétable par LinuxCNC.
Mon choix s'est posé sur Repetier-Host, lequel semblerait actuellement le plus ergonomique, permettant qui plus est de slicer au choix avec SlicR ou Skeinforge, installés tous deux avec le logiciel.
Cet article est en cours d'élaboration, plus de détails seront fournis ultérieurement.
38 commentaires :
Hello, This is Mike Maxfield...I sent you an email a few weeks ago asking about you experiences with your version of the heated controller circuit...I was wondering if you returned home again in order to send me some of the information you advised you have...Thank you in advance.
Mike
hi,
Yeah I remember don't worry, I'm on it.
I just have to clean some files and I'll give a link.
Have a nice day,
;)
Hi,
Done.
Mike, I posted the zip file including my setup.
Please, give me a feedback about it.
Have a nice day,
;)
I am interested in. building this circuit for my CNC machine to make it a 3d printer. I am also new to linuxCNC. Is there a guide to explain how to install all these files or how to incorporate my current CNC machine settings?
Hi,
You'll find all explanation and files necessary on the Anders Wallin blog.
I gave my files configuration to see and compare what I did, plus you have to download from Anders blog a file to compile (all is well explained).
It's not really difficult, I'm not comfortable too with the LinuxCNC files nevertheless I did it (more over English is not my native language).
Feel free to give me a feedback.
;)
HeartyGFX
Thank you for your help. I will provided my update on your version of the controller and related files. We constructed a controller board according to you specifications and from all that we can determine it is working properly. We did have to add another capacitor due to our use of the Gecko G540. We will also be adding a regulator because we are using a 48V power supply. However I am still having trouble with the actual temperature display and the ability to control the temperature according to the set temperature. Some of this may be because I do not have the PID tuned properly yet. I obtained the thermistor parameters (T0=25; R0=100000; beta=4036) and placed them in Anders' frequency2temperature.comp, then compiled it. I believe it compiled properly producing a frequency2temperature.ko file. From what I can see, the mathematics are not functioning. The temperature display remains at -248.5 degrees and the frequency initially provides some values but quickly returns to 0. In Anders' frequency2temperature.comp file it calls out the rtapi_math.h header file which I found installed in /usr/include/linuxcnc. To sum it up, I am at a loss to know where to go next. The controller actually functions to provide heat, but it continues to heat past the set point. Any help or guidance will be greatly appreciated.
Mike Maxfield
Hi,
I'm glad finally you found a way to post here.
About your problem, try to setup the PID, step by step, P first, I, and D last.
I and D value 0 in the beginning, and working on the P until you get a result, (with a big delay between the set point and the heat control).
The compilation part should not be a problem, I guess you have to focus on the PID setup part.
Otherwise, it's better to ask to the author, Anders, he's well placed to give you a better advice.
Whatever the results, please keep me informed, I am curious to know what happens next.
Regards,
;)
HeartyGFX,
Thank you for your quick reply..I have a few questions.
I am a little nervous about running the hot end for a long period, I don't want to damage anything, but if long duration is required I will run it that way. First question, when setting the P to get a result, what would be considered a long delay between set point temp and heat control? What would I be looking at/for in order to evaluate a resultant? Any suggested starting point for setting the P constant? Is it necessary to actually apply heat to the hot end in order to effect the settings? How do I finally know that the P has reached it goal?
I have read much on PID and I believe I am beginning to understand how it works now, but I am still uncertain as to how to go through the process to properly set it up.
I will keep you up to date on my progress. Thanks again.
Mike Maxfield
2 juin 2013 07:09
Hi,
it depends of the materials used for the hot head.
The inertia of the heater block will determine the reaction time of the process.
to give an idea on my aluminum heating block, if I put in the reference value 200°C by adjusting only the P, it can go up to 230 or 250°C while the PWM starts to reduce as 200°C.
Setting the I and D, will anticipate reduction of the PWM in order to compensate the inertia also speed variations, to keep the head temperature closer to the 200°C setpoint.
We can consider that the PID adjustment is correct when for 200°C setpoint the amplitude value measured varies between 195 and 205°C.
To be safe, try to setup your system with a low setpoing, like 150°C (or less) if you worry about the heating element.
Regards,
HeartyGFX....latest update to the controller..
The controller is working...I am still trying to adjust the PID values...The temperature output displayed on the pyvcp panel remains at -248.5 degrees without changing, and I do not know how to fix it...Also FYI we are running at 50-500Hz instead of the 1-40Hz as set out on Ander's flowchart, which changes almost everything, and requires greater scaling and other constants in the HAL file. Any input will be appreciated.
BTW, I discovered that if I use the "Reply" I can post in your blog here, but if I attempt to just post I am unable to make it work..Might just be something I am doing wrong...
Thanks
Mike Maxfield
Hi,
Thanks for your feedback.
Honestly I don't understand why you have a negative temp display.
Are you sure your thermistor is a CTP not a CTN?
I think Anders should give you a better answer than mine.
About your posting trouble, what kind of browser are you using?
I never heard any problem with it.
;)
Bonjour,
Tous d' abord je trouve toutes vos réalisations très intéressantes.
Je me réalise moi même une petite imprimante 3D et je trouve que votre système d' entrainement du fil est très bien pensé et propre, c' est pourquoi je vous demande si il vous est possible de me m' envoyer les plans et le G-code des pièces plastique et plus si vous avez ?
La tête chaude semble assez simple à réaliser si vous avez aussi quelques schémas et plan je suis preneur !
paulemilemougin70@hotmail.fr
Bonsoir,
Je dois avoir le G-code des éléments de l'entrainement, dès que possible je tacherais de les mettre en lien, j'ai conçu l'ensemble sous 3dsmax, je peux éventuellement ajouter le fichier avec, pas de suite je ne suis pas à proximité des PC contenants les fichiers en question.
Concernant la tête je n'ai pas de plan à proprement parlé, j'ai donné quelques spécifications approximatives à mon ami Richard qui s'est chargé de concrétiser l'ensemble.
Il a même pris l'initiative, judicieuse je dois dire, de sélectionner les matériaux adaptés, comme une tige filetée en inox ayant un coefficient de transmission thermique faible afin de limiter la propagation de chaleur du coté haut de la tête.
Vous aurez de mes nouvelles dès que possible.
A bientôt,
;)
HeartyGFX
Here is my latest update on the controller. I am now able to display temperature properly, but I am at the point of setting proper PID values which is taking quite a bit of time. The reason I was only able to display a negative temperature value before, was based upon my misunderstanding of using Kelvin units of measurement to the T0 value. When I applied that number, the temperature measurement and display began to act properly.
I will update you again after I have the PID values properly input and it is working properly. Thanks for all your help
Mike Maxfield
Hi,
I'm glad to see you solved the problem.
that's useful for the other readers.
I agree about the PID setting which takes time to have something accurate, but in fact, it's a good way to understand as well how the PID works.
I'm waiting the next step.
Have a nice day,
;)
HeartyGFX
My latest update, the temperature controller works as it should now, PID settings were discovered by much experimenting...temperature segment of the build is now complete...now I have a question as to how you set up your 4th axis, whether as Linear or Angular motor control and whether or not you actually home the A axis (4th axis) and if so how do you home it? Thanks for all your previous responses, it has been a help to me...
Mike Maxfield
Hey Mike,
Great! finally you've got successful.
About the 4th axis I choosed the linear mode
it was (for me) simpler to calibrate the speed rotation.
the home step is.. how to say that not really important in my opinion.
Just flow a little bit the melted wire plastic, manually, and when it's ready to print, home it.
Maybe it's not the nicer way, but it works like that.
About the help, you're welcome.
;)
HeartyGFX,
How did you achieve using the 4th axis in Linear mode? Did you just change the .ini file from Angular to Linear or did you set it up that way using the Step Configuration wizard? We are experiencing a new problem after slicing, using both Slic3r and KiSSlicer...when importing the G-code into Linuxcnc, we home all axes, which completes properly...The part to be extruded appears in Linuxcnc but we are unable to do an effective touch-off...I am guessing it may have something to do with Imperial units of measure versus Metric, but I am uncertain, and I have not found a gcode slicer application that works with Imperial units, which the RepRap machine was configured in via LinuxCNC...
Also, when I import an STL file into the slicer app., it appears as a very small object to be extruded within the build envelope box provided in the slicing application...This may be my lack of understanding the slicing application's setup of the build area...I have tried several methods of converting the box dimensions from inch to mm to inch and mm to inch all without success..What happens when attempting to do a touch off on the part to be extruded is that it exceeds the machines limits either positive or negative and issues error...
I am at a loss right now as to which direction to go that will provide a solution, any input will be appreciated...
Mike Maxfield
About the linear, I edited the ini file, I can't show you my setup, actually, I'm not near my CNC's computer.
About the software, I don't know KiSSlicer, I used for my tests Repetier-Host which use SlicR I had to add some custom Gcode for LinuxCNC.
This Video helped me :
https://www.youtube.com/watch?v=AP2LlFtRK1w
About Imperial Unit, I can't really help you I use the metric unit, so with Slicer I didn't have to deal with the scale.
See this post, maybe it will help you:
http://makibox.com/forum/message/3505
I hope all of that will drive you to a good solution.
;)
HeartyGFX,
I believe I have solved the issue of metric vs imperial measurements through the scaling function built into the slicing applications I have tried thus far (Slic3r and KisSlicer)...KisSlicer's scaling feature seems to perform better...
I have modified the .ini file in the only manner I know of in order to run the A-axis as Linear mode, by changing the line ANGULAR to LINEAR, but I am uncertain that simply changing the label actually does anything at all...What else did you have to change in the .ini file to achieve Linear functioning?
Also, I am not clear as to how the feed of the filament to the A-axis is controlled...I examined the .ngc code for some small objects I modelled and sliced...what I find in the .ngc code for the A-axis incremental feed would appear to me to bounce back and forth between two base numbers (A0.02314 and A0.02315) and incremental larger numbers, but always returning to one of the base numbers listed above...To me, that would indicate that the advancement feed is not continuous when it probably should be and continually retracts to the base numbers...
If you would like, I could forward to you a copy of the actual gcode for you to look at and comment on...
Mike Maxfield
Hi,
Tomorrow I'll acces to my CNC computer I'll copy past my ini setup for the A axis.
You're right about the not continuous advance feed, the plastic wire need this back and forth move to prevent excessive flow and ultimately clogging of the nozzle hole.
Remember that the 3mm wire must pass through a 0.4 or 0.5mm hole, so it need to be retracted.
I don't know if I explained as well, what I want to say (I'm doing my best to be understandable in English)
Actually I can't test your code, because this week-end I'll use my CNC with a drill, the hot End is not mounted.
What I can say, is, to calibrate the A axis, I measured the number of stepper motor rotation to have, for exemple, 10cm advancing wire (without the hot end, just the wire drove by the A axis)
I hope I'm clear for you.
;)
HeartyGFX,
You do very well with you English, enough so, that I am able to comprehend your thoughts...The issue I mentioned in my previous post about the bouncing of the A-axis I believe to be resolved by your fine answer...
Now for the latest problem and I hope this is the last question I have to ask you, we are experiencing an reversal of the filament feed, when the gcode initiates feeding of the filament, the filament retracts instead...I inverted the A-axis motor in the HAL file manually in accordance with proper known method, but motor is still turning wrong way to properly feed. I am uncertain where to go from here and any suggestions will be greatly appreciated...It will not be necessary for me to send you the gcode file as that seems to now be resolved...I believe I understand your suggested method of calibration for the A-axis and will try your method...
Thank you again so much for your responses, you have been very helpful
Mike Maxfield
Hi,
I think I had the same problem, but not sure, I don't remember as well.
Like you I had so many troubles that I'm a little bit confused now.
One thing you have to do, I forgot to mention it,
you must editing your G-Code, and delete all MXX code used to check or control the temperature nozzle.
Maybe that'll help you.
With Usually these Temp Gcode are commented:
as follow:
"M190 P115 ; wait for bed temperature to be reached"
I hope that will help you.
I hope to see your first 3D printed stuff soon (!!)
;)
Bonjour,
tout d abord un grand Bravo pour votre réalisation!
Novice dans ce domaine,je viens d'entreprendre la réalisation d'une repstrap a partir de différentes pièces récupérées dans des photocopieurs.
j'ai donc commencé par réaliser une carte de commande de ces moteurs a base de STK672-110 et j'ai inclus sur cette carte le circuit de contrôle de température du "hot-end" que vous publiez.
l'installation de Linuxcnc s'est déroulé sans problème et je peux, après réglages, parfaitement contrôler les moteurs depuis les "pins" D0 à D7 du port parallèle.
par contre, je ne peux absolument pas contrôler la température de chauffe; la diode LED m'indique bien le retour en clignotant de plus en plus rapidement au fur et a mesure de la chauffe de la tête (il me semble donc que la partie électronique fonctionne mais je ne sais pas comment "assigner" les pins 14 et 15 du port parallèle (l'attribution de ces pins est "vierge" sur votre fichier de configuration) et je bloque sur ce point!
pouvez vous, s'il vous plait, m'aiguiller pour configurer correctement ces pins?
Merci beaucoup
cordialement
Philippe
Bonsoir,
Merci pour cette introduction :)
Il me semble qu'en réalité ce sont les ports 13 et 14 qui sont utilisés.
Je dis il me semble, car le sablier du temps érode lentement mais surement les circonvolutions de la mémoire.
Donc je ne sais plus si les fichiers publiés sont ceux que j'utilisais lors de mes essais, ou si ce sont les finaux.
Je me souviens avoir changé de port à deux ou trois reprises lors de la mise au point et expérimentations.
En jetant rapidement un coup d'oeil sur le fichier "Standard_Pinout.hal" on peut retrouver les ports en question.
Pour l'encodeur vers l'entrée:
net pin13 parport.0.pin-13-in encoder.0.phase-A
et pour le control PWM en sortie:
net pwmoutnot not.0.out parport.0.pin-14-out
Je pense que cela pourrait répondre à votre question.
Tenez-moi informé, le cas échéant, je tacherais de replonger dans les fichiers de config, que j'ai quelque peu oublié depuis.
A bientôt,
;)
Bonjour et merci pour votre réponse,
Depuis ce premier message, je me suis aperçu, effectivement, que l'encoder devait être relié a la pin 13 a la place de la 15!
mais cette modification n'a pas permis le bon fonctionnement
Je suis novice avec LinuxCnc et je pense faire une "fausse manœuvre" lors de l'initialisation avec Stepconf.
je m'explique: j'ai bien installé le dossier RepRap dans le répertoire Config puis exécuté Stepconf pour modifier les paramètres moteurs, temps de latence, etc....
lorsque j'arrive sur la partie ou je dois compléter les entrées et sorties du port imprimante, j'indique bien phase A broche pour la pin 13 et PWM broche pour la pin 14 mais sans succès lorsque je lance la machine!
je vois bien a l'oscillo un train de signaux carré sur la pin 13 (de quelques hertzs à environ 40 hertzs) mais rien en retour sur la pin 14 qui reste au niveau bas et la tête chauffe continuellement (je dois la débrancher pour ne pas griller la résistance)
voilà ou j'en suis!
encore merci pour votre aide précieuse
cordialement
Philippe
Bonjour,
Avant tout,
avez-vous suivi la procédure en amont qui consiste à compiler
les fichiers frequency to temperature et temperature to frequency.
Comme décrit ici .
;)
Bonjour,
j'ai bien (je pense!?)compilé LE fichier frequency2temperature avec la commande suivante :"comp --install frequency2temperature.comp"
je ne pense pas que le fichier temperature2frequency me soit utile dans la mesure ou le NE555 envoi la fréquence sur la pin 13.
(avant ça, j'avais effectivement oublié de compiler ce fichier et linuxcnc me retournait un message d'erreur concernant le fichier frequency2temperature.ko absent)
la "machine" RepRap s'ouvre bien maintenant sans aucun message d'erreur, je peux charger un fichier et démarrer, les moteurs se mettent a tourner, la buse chauffe mais l'indicateur reste désespérément a zéro et la pin 14 du port au niveau bas sans aucun train d’impulsion pour commander le BC337!
je tourne en rond, c'est rageant ;-)
je continu de chercher,
bonne soirée
Philippe
Bien, comme je l'ai dit précédemment, il me faut me remettre dans le bain pour vous répondre, effectivement, si vous parveniez à piloter la machine, c'est qu'il n'y avait pas de soucis avec la compilation.
Lorsque vous parlez de l'indicateur, vous parlez de l'affichage des valeurs sous LinuxCNC?
Résumons,
Vous captez le signal du NE555 en direction du port parallèle.
Est-ce que quelque chose s'affiche sur l'interface écran.
Ensuite vous me dites que la résistance chauffe, le transistor est donc passant.
Si aucune commande PWM ne sort du PC, il faut se pencher sur le fichier standard pinout.
Concernant la compilation du fichier en question, vous avez bien modifié les paramètres liés à votre thermistance dans le fichier comp?
Courage, cela finira par fonctionner.
Je reste à l'écoute.
;)
Merci de votre attention,
"Lorsque vous parlez de l'indicateur, vous parlez de l'affichage des valeurs sous LinuxCNC?"
Oui, tout a fait!, l'afficheur de température reste a zéro!
"Si aucune commande PWM ne sort du PC, il faut se pencher sur le fichier standard pinout."
non, je n'ai aucun signal PWM!
"Concernant la compilation du fichier en question, vous avez bien modifié les paramètres liés à votre thermistance dans le fichier comp? "
ma thermistance est une 100k et la fréquence en sortie du NE555 varie correctement de 1 à 40 Hertz pour une température d'environ 250° à 40Hz (mesure avec mon multimètre, fréquencemètre) je ne pense pas avoir de souci de ce coté et je n'ai pas "touché" au fichier.
je vais essayer de regarder le fichier standard pinout.....
a bientôt
Philippe
Suite....
je viens de m'apercevoir que l'option "inclure les connections a hal" n'était pas coché dans le panneau PyVCP de la configuration!
je l'ai coché et au démarrage de linuxcnc, j'ai un nouveau message d'erreur: 'pyvcp.spindle-speed' does not exist
Hummmm, ....encore un "fichier" qui me manque??
je vais essayer de comprendre ça demain
bonne soirée
Philippe
Question bête, mais vous êtes sur le bon port?
Je veux dire, que vous avez constaté que les ports configurés dans le fichiers ne sont pas le 14 et 15, est-ce que physiquement vous avez utilisé les bonnes broches du port parallèle?
le PWM agit peut-être sur une broche vide et vous êtes branché sur une broche mise à 1 en permanence?
Cela parait simplet, mais parfois dans la confusions des essais et la fatigue/stress on arrive à se mélanger les pinceaux sur des bêtises...
-Je parle en connaissance de cause-
;)
Bonjour et merci pour votre patience,
Je pense que toute la partie "Hardware" est ok!
j'ai controlé a nouveau les "pins" jusqu'au entrées du PC.
La partie "Software" (dossier RepRap) copié / collé tel quelle dans le repertoire configs ne fonctionne pas!
PS: il faut que j'avoue ne pas être très "habile" avec linux et encore moins avec linuxcnc!
j'essaye de me documenter mais beaucoups de textes sont en anglais et je n'excèlle pas beaucoup non plus avec cette langue....
je pense, suite a la lecture de vos quelques messages sur le site de anderswallin que vous avez eu les mêmes messages d'erreur en copiant le contenu du fichier reprap_to_pyvcp.hal dans le fichier custom_postgui.hal
comment avez vous résolu cette partie?
cordialement
philippe
PS: ne pourrais je pas vous laisser mon mail perso pour plus de facilité et rapidité ou même mon téléphone??
Bonsoir,
Je suis content car je pense avoir fait un grand pas en avant!
en effet, a force de "décortiquer" les fichiers, j'ai découvert deux lignes manquante dans le fichier RepRap.hal pour que ça fonctionne (en partie) chez moi.
j'ai du ajouter ces deux lignes:
load mult2 count=1
addf mult2.0 servo thread
depuis, la buse chauffe, l'indication du PID, de la fréquence et correction avec réglage de la consigne (valeur et on/off) fonctionne également!
l'affichage de la température en dessous, quand a lui, reste a zéro ainsi que la partie PWM%!
Ouf, j'avance :-)
une dernière chose me préoccupe: comment est géré le moteur de l'extruder?
quelles sont les valeurs a indiquer sur l'axe A?
encore merci pour votre écoute
bonne soirée
philippe
Bonsoir,
Indiquez vos coordonnées ici (je ne publierais pas le commentaire bien entendu).
;)
Bonjour,
Après avoir lu attentivement l'article sur le régulateur de température pour le soft LinuxCnC je me permets de vous demander quel est le fichier que nous devons placer dans le fichier config de LinuxCnC.
Est ce l'ensemble du fichier zip ou uniquement le fichier RepRap.stepconf.
Est t'il nécessaire de renseigner les caractéristiques de la thermistance : tableau de la valeur résistance/Température.
Merci par avance.
Cordialement.
Bonjour,
Alors si je comprends bien, le répertoire du fichier ZIP est à placé dans le répertoire config de LinuxCNC et il faut également générer les fichiers temperaturetofrequency et frequencytotemperature qui sont à mettre en place dans le repertoire reprap.....Lancer stepconf.....
Finalement quels sont les pin à utiliser 13 et 14?
Bonjour,
ma réponse, tardive qui plus est, risque de ne pas vous aider
la raison étant que je n'ai plus du tout en tête ce que j'avais fait.
Les manips étant dispersées entre différents fichiers,
je ne me souviens plus des détails et ne souhaite pas vous induire en erreur.
Il vous faut lire l'article, mais également les commentaires
qui apportent un complément d'information, mais également
faire un tour sur le site de l'auteur.
Avec ces trois éléments, de la patience et de la lecture
vous devriez vous en sortir, ce n'est pas difficile il faut juste
suivre posément les différentes instructions.
Enfin néanmoins pour répondre à certains point évoqués,
il faut en effet générer les fichiers que vous avez nommés
en modifiant éventuellement les valeurs de la NTC qui correspondront
à votre modèle.
Les pins utilisées sont, si vous utilisez la carte de contrôle
de que j'ai publié dans l'article décrivant la CNC, 14 et 15
comme l'indique le schéma fourni (JP14).
Navré de ne pouvoir vous aider plus que cela...
;)
Enregistrer un commentaire